


以下是:自贡市荣县焊管、焊管生产厂家-价格合理的产品参数
范围 焊管、焊管-供应范围覆盖四川省 自贡市 自流井区、贡井区、大安区、沿滩区、荣县、富顺县等区域。 【天鑫达】业务覆盖多领域场景,主营自流井H型钢厂家来电咨询、贡井H型钢厂家定制定做、大安H型钢厂家厂家售后完善、沿滩H型钢厂家厂家直销大量现货等产品服务。焊管、焊管生产厂家-价格合理,天鑫达特钢有限责任公司(荣县分公司)为您提供焊管、焊管生产厂家-价格合理产品案例,联系人:杨经理,发货地:钢材市场。 四川省,自贡市,荣县 荣县,隶属四川省自贡市。地处四川盆地南部,位于北纬29°08′04″~29°38′26″,东经104°03′03″~104°40′15″,属亚热带季风气候,大陆性季风气候明显,四季分明,总面积1606.43平方千米。截至2022年10月,荣县辖2个街道、19个镇,荣县人民政府驻青阳街道荣州大道一段1号。截至2022年末,荣县常住人口46.0万人,常住人口城镇化率44.68%。
一分钟,了解产品的全部魅力!观看我们的焊管、焊管生产厂家-价格合理产品视频,为您的购买决策提供有力支持。
以下是:自贡荣县焊管、焊管生产厂家-价格合理的图文介绍
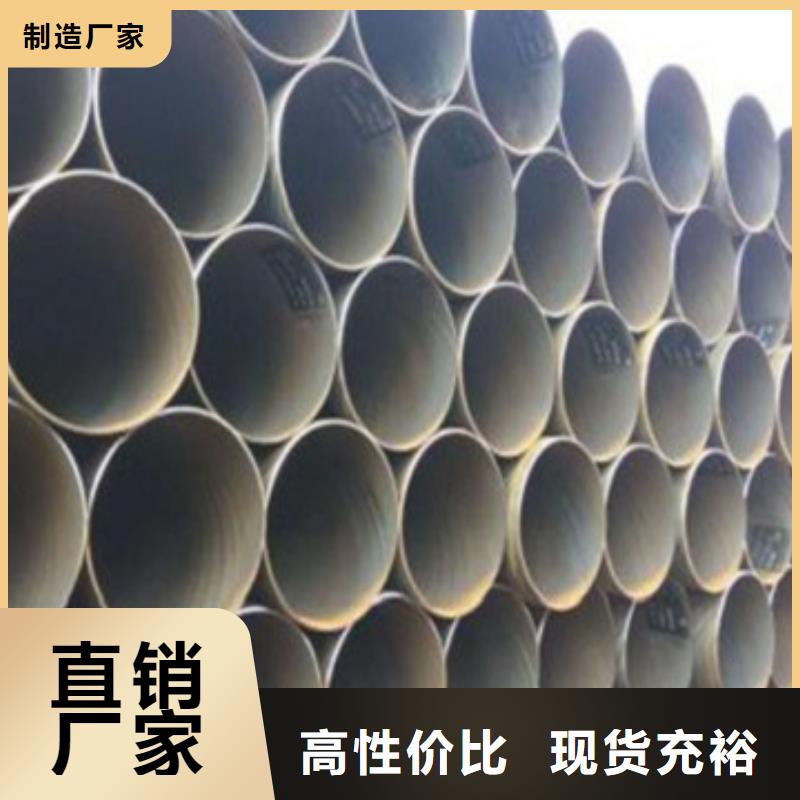
大口径直缝焊管主要生产流程说明:
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7. 外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8. 超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9. X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10. 扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11. 水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12. 倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13. 超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15. 管端磁粉检验:进行此项检查以发现管端缺陷;
16. 防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。 [1]
自贡荣县山东天鑫达特钢有限责任公司自成立以来,秉承“以质量求发展,以服务创品牌”的理念,依靠多年积累的 H型钢厂家经验,雄厚的技术实力,高技能的技术人才,严格的检测手段,在我省“产学研基地”的技术指导下,为社会供应了大批优良 H型钢厂家产品,得到了 H型钢厂家业内工作者的好评.
自贡荣县山东天鑫达特钢有限责任公司将以雄厚的经济技术实力,优良的 H型钢厂家产品品质,铸造中国 H型钢厂家新品牌新形象。公司始终坚持“诚信务实、服务社会”的经营理念,愿与国内、外各界朋友真诚合作,共同为建设事业做出更大贡献!携手发展!共创美好明天!
焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度?
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。?
因此在高频焊管时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。
4 开口角?
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。?
减小开口角时,边缘之间的距离也减小,从而使邻近效应加强,在其它条件相同的情况下便可增大边缘的加热温度,从而提高焊接速度。开口角如果过小时,将使会合点到挤压辊中心线的距离加长,从而导致边缘并非在温度下受到挤压,这样便使焊接质量降低,功率消耗增加。?
实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化。在导向辊不能纵向调整的情况下,可用导向环厚度或压下封闭孔型来调整开口角的大小。
焊管、焊管生产厂家-价格合理_天鑫达特钢有限责任公司(荣县分公司),固定电话:【18853178958】,移动电话:【18853178958】,联系人:杨经理,钢材市场 发货到 四川省 自贡市 自流井区、贡井区、大安区、沿滩区、荣县、富顺县。








